Wear & Abuse
Typical Evidence of Wear and Abuse
All wire ropes should be thoroughly inspected at regular intervals. The longer it has been in service or the more severe the service, the more thoroughly and frequently it should be inspected. Be sure to maintain records of each inspection
Inspections should be carried out by a person who has learned through special training or practical experience what to look for and who knows how to judge the importance of any abnormal conditions they may discover. It is the inspector’s responsibility to obtain and follow the proper inspections criteria for each application inspected.

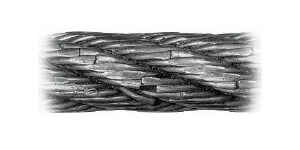
Here you see a single strand removed from a wire rope subjected to STRAND NICKING. This condition is a result of adjacent strands rubbing against one another. While this is normal in a rope’s operation, the nicking can be accentuated by high loads, small sheaves or loss of core support. The ultimate result will be individual wire breaks in the valley of the strands.
A typical failure of a rotary drill line with a POOR CUTOFF PRACTICE. These wires have been subjected to continued peening, causing fatigue type failures. A predetermined, regularly scheduled cutoff practice can help eliminate this type of problem.

A BIRDCAGE is caused by sudden release of tension and the resulting rebound of rope. These strands and wires will not be returned to their original positions. The rope should be replaced immediately.

This is LOCALIZED WEAR over an equalized sheave. The danger here is that it’s invisible during the rope’s operations, and that’s why you need to inspect this portion of an operating rope regularly. The rope should be pulled off the sheave during inspection and bent to check for broken wires.

This is a wire rope with a HIGH STRAND – a condition in which one or more strands are worn before adjoining strands. This is caused by improper socketing or seizing, kinks or dog-legs. It recurs every sixth strand in a 6-strand rope.

A KINKED WIRE ROPE is shown here. It’s caused by pulling down a loop in a slack line during handling, installation or operation. Note the distortion of the strands and individual wires. This rope must be replaced.

Here’s a WIRE ROPE THAT HAS JUMPED SHEAVE. The rope curled as it went over the edgeof the sheave. When you study the wires, you’ll see two types of breaks here: tensile “cup and cone” breaks and shear breaks that appear to have been cut on an angle.

DRUM CRUSHING is caused by small drums, high loads and multiple winding conditions.
 Weld Spatter
Weld Spatter Worn Links
Worn Links Heat
Heat Gouged Links
Gouged Links Stretched Chain Links
Stretched Chain Links Bent Links
Bent Links| Temperature | Grade of Chain | ||||
| Grand 80 | Grand 100 | ||||
| (‘F) | (‘C) | Reduction Of working Load Limit WHILE AT Temperature | Permanent Reduction of Working Load Limit AFTER EXPOSURE to Temperature | Reduction of Working Load Limit WHILE AT Temperature | Permanent reduction of working Load Limit AFTER EXPOSURE to Temperature |
|
Below 400 |
Below 204 |
None | None | None | None |
| 400 | 204 | 10% | None | 15% | None |
| 500 | 260 | 15% | None | 25% | 5% |
| 600 | 316 | 20% | 5% | 30% | 15% |
| 700 | 371 | 30% | 10% | 40% | 20% |
| 800 | 427 | 40% | 15% | 50% | 25% |
| 900 | 482 | 50% | 20% | 60% | 30% |
| 1000 | 538 | 60% | 25% | 70% | 35% |
| Over 1000 | Over 538 | OSHA 1910.184 requires all slings exposed to temperatures over 1000 ‘F to be removed from service | |||
 Snags
Snags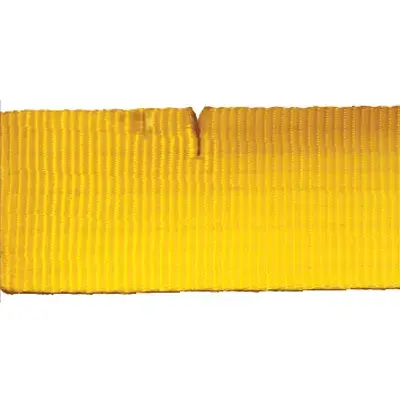 Cut on Edge
Cut on Edge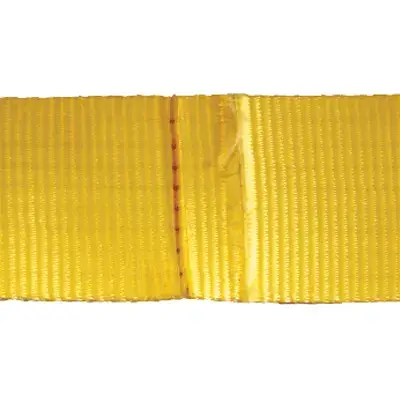 Slice on Face
Slice on Face Abrasive Rub
Abrasive Rub Edge Blowout
Edge Blowout Tension Break Loose Thread
Tension Break Loose Thread Acid/Heat Burn
Acid/Heat Burn